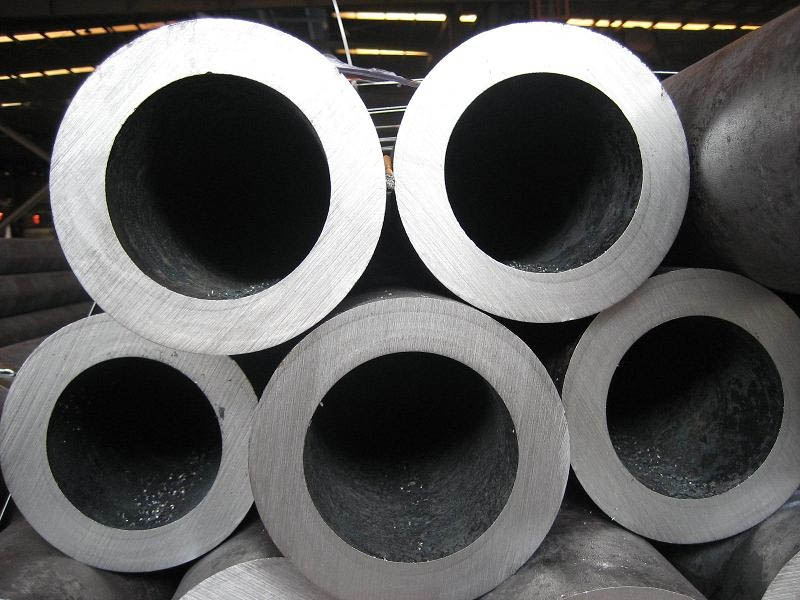
Tjockväggiga stålrörstillverkares lager

Den största skillnaden mellan tjockväggigt stålrör och tunnväggigt stålrör ligger i tjockleken på stålrörsväggen. Generellt sett är tunnväggiga stålrör kalldragna teknik, medan tjockväggiga stålrör i allmänhet är varmvalsade teknik. Om den särskiljs med måttenhet anses det generellt sett att väggtjocklek/rördiameter lika med 0,05 är vattendelaren mellan tjockväggigt stålrör och tunnväggigt stålrör. Det tunnväggiga stålröret med väggtjocklek/rördiameter mindre än 0,05 och det tjockväggiga stålröret med en diameter större än 0,05. Tillämpningsmässigt används det tunnväggiga stålröret mest på röret. Det tjockväggiga stålröret används mest i ämnet av ihåliga delar. Används på trycklager och viktiga rörledningar.
Vanligt använda material i Kina är: 10#, 20#, 45#, 42CrMo, 36crmo, 40Cr, 20Cr, 15CrMo, 12Cr1MoV, Q235A, Q235B, 0Cr13, 1Cr17, Qr17, 010cr, 010cr, 010cr, 4Cr, 4c, 4c, 5b, 4c, 4c, 4c, 4c, 4c, 4c, 5b, 3b, 4c, 5b, 4c, 4c, 5b L290, X42, X46, X70, X80.
Vid svetsning av tjockväggiga stålrör, rengör först olja, färg, vatten, rost etc. vid den svetsade skarven och gör sedan spår efter väggtjockleken. De tjocka kommer att öppnas större och de tunna kommer att öppnas mindre (vinkelslip), och sedan gapet mellan produkterna, som vanligtvis är 1-1,5 gånger diametern på svetsstaven eller svetstråden. Om spåret av misstag öppnas större, kan det reserveras mindre. Punktsvetsning ska utföras på minst tre punkter. Generellt är det lättare att arbeta på fyra punkter. Vid svetsning ska den vara halvsvetsad. Utgångspunkten bör vara ca 1 cm över bottenpunkten, så att fogen kan göras från motsatt sida. Om stålrörsväggen är tjock bör den skiktas, minst två lager. Det andra lagret kan svetsas först efter att det första lagret har svetsats i en hel cirkel.
Runda rörämne → uppvärmning → genomträngning → trevals korsvalsning, kontinuerlig valsning eller extrudering → röravisolering → dimensionering (eller reducering) → kylning → uträtning → hydrostatiskt test (eller detektering av fel) → märkning
När väggtjockleken på stålröret inte är mer än 12,5 mm, är svetsförstärkningen inte mer än 3,0 mm; När väggtjockleken på stålröret är större än 12,5 mm ska svetsförstärkningen inte vara större än 3,5 mm.
Stålröret med nominell ytterdiameter högst 168,3 mm ska vara rakt eller enligt det böjindex som leverantören och köparen kommit överens om.
För stålrör med nominell ytterdiameter större än 168,3 mm ska krökningen inte vara större än 0,2 % av stålrörets totala längd.
För stålrör med en väggtjocklek större än 4 mm vid röränden kan röränden bearbetas med ett spår på 30 ° + 5 ° 0 °, en rot på 1,6 mm ± 0,8 mm, och rörändens lutning är mindre än eller lika med 5 mm.





